
User guide










Table Of Contents
- 0-5143-CCr
- SECTION 1: ARC WELDING SAFETY INSTRUCTIONS AND WARNINGS
- SECTION 2: INTRODUCTION
- SECTION 3: INSTALLATION, OPERATION AND SETUP
- 3.01 Environment
- 3.02 Location
- 3.03 Ventilation
- 3.04 Mains Supply Voltage Requirements
- 3.05 Electromagnetic Compatibility
- 3.06 Transtig 170Pi Power Source Controls, Indicators and Features
- 3.07 Shielding Gas Regulator Operating Instructions
- 3.08 Setup for TIG (GTAW) Welding
- 3.09 Foot Control Part No. W4015800 (Optional Accessory)
- 3.10 Setup for Manual Arc (MMAW) Welding
- SECTION 4: BASIC WELDING GUIDE
- SECTION 5: POWER SOURCE PROBLEMS AND ROUTINE SERVICE REQUIREMENTS
- SECTION 6: KEY SPARE PARTS
- APPENDIX: TRANSTIG 170Pi CIRCUIT DIAGRAM
- CIGWELD - LIMITED WARRANTY TERMS
- TERMS OF WARRANTY – January 2013
- WARRANTY SCHEDULE – January 2013
- GLOBAL CUSTOMER SERVICE CONTACT INFORMATION
- SECTION 1: ARC WELDING SAFETY INSTRUCTIONS AND WARNINGS
- SECTION 2: INTRODUCTION
- SECTION 3: INSTALLATION, OPERATION AND SETUP
- 3.01 Environment
- 3.02 Location
- 3.03 Ventilation
- 3.04 Mains Supply Voltage Requirements
- 3.05 Electromagnetic Compatibility
- 3.06 Transmig 175i Power Source Controls, Indicators and Features
- 3.14 Shielding Gas Regulator Operating Instructions
- 3.17 Setup for TIG (GTAW) Welding
- 3.18 Setup for Manual Arc (MMAW) Welding
- SECTION 4: BASIC WELDING GUIDE
- SECTION 5: POWER SOURCE PROBLEMS AND ROUTINE SERVICE REQUIREMENTS
- AP0-5143-APENDIX
- CIGWELD - LIMITED WARRANTY TERMS
- TERMS OF WARRANTY - JULY 2010
- WARRANTY SCHEDULE - JULY 2010
- GLOBAL CUSTOMER SERVICE CONTACT INFORMATION
TRANSTIG 170Pi
Manual 0-5241 4-13 BASIC WELDING GUIDE
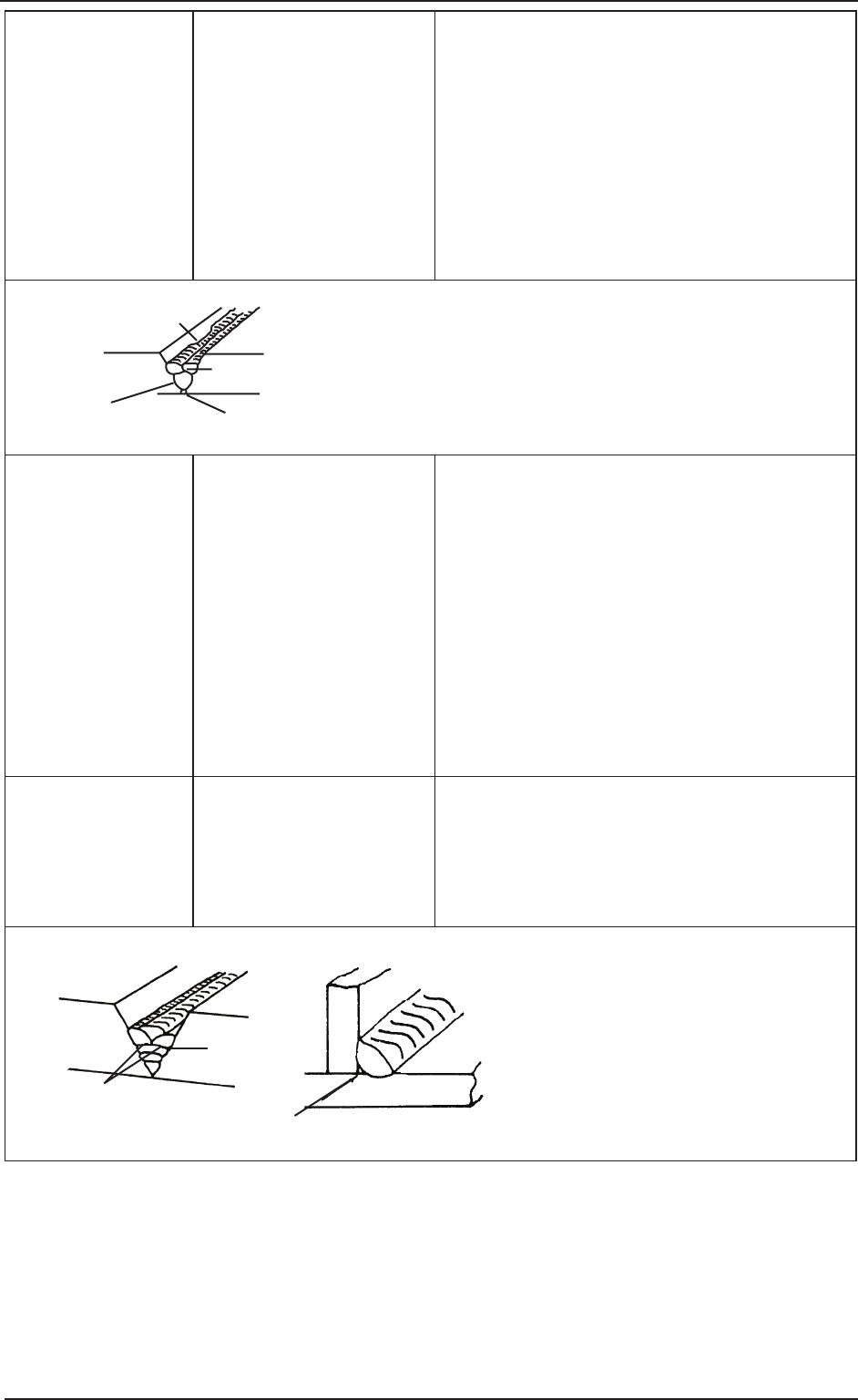
5 Portions of the
weld run do not
fuse to the surface
of the metal or
edge of the joint.
A Small electrodes used on
heavy cold plate.
A Use larger electrodes and preheat the plate.
B Welding current is too low. B Increase welding current.
C Wrong electrode angle. C Adjust angle so the welding arc is directed more
into the base metal.
D Travel speed of electrode
is too high.
D Reduce travel speed of electrode.
E Scale or dirt on joint
surface.
E Clean surface before welding.
Art # A-05867_AC
Lack of
inter-run fusion
Lack of side fusion,
scale dirt, small electrode,
amperage too low
Lack of root fusion
Lack of fusion caused by dirt,
electrode angle incorrect,
rate of travel too high
Figure 2: Example of Lack of Fusion
6 Gas pockets or
voids in weld
metal (porosity)
A High levels of sulphur in
steel.
A Use an electrode that is designed for high sul-
phur steels.
B Electrodes are damp. B Dry electrodes before use.
C Welding current is too
high.
C Reduce welding current.
D Surface impurities such as
oil, grease, paint, etc.
D Clean joint before welding.
E Welding in a windy envi-
ronment.
E Shield the weld area from the wind.
F Electrode damaged ie flux
coating incomplete.
F Discard damaged electrodes and only use elec-
trodes with a complete flux coating.
7 Crack occurring in
weld metal soon
after solidification
commences
A Rigidity of joint. A Redesign to relieve weld joint of severe stresses
or use crack resistance electrodes.
B Insufficient throat thick-
ness.
B Travel slightly slower to allow greater build up in
throat.
C Weld current is too high. C Decrease welding current.
Not cleaned,
or incorrect
electrode
Slag
trapped in
undercut
Slag trapped in root
Art # A-05868_AC
Figure 3: Example of Slag Inclusion
Table 4-2: Welding Problems MMAW (Stick)