
User guide










ARCMASTER
®
160 S
March 31, 200610-4
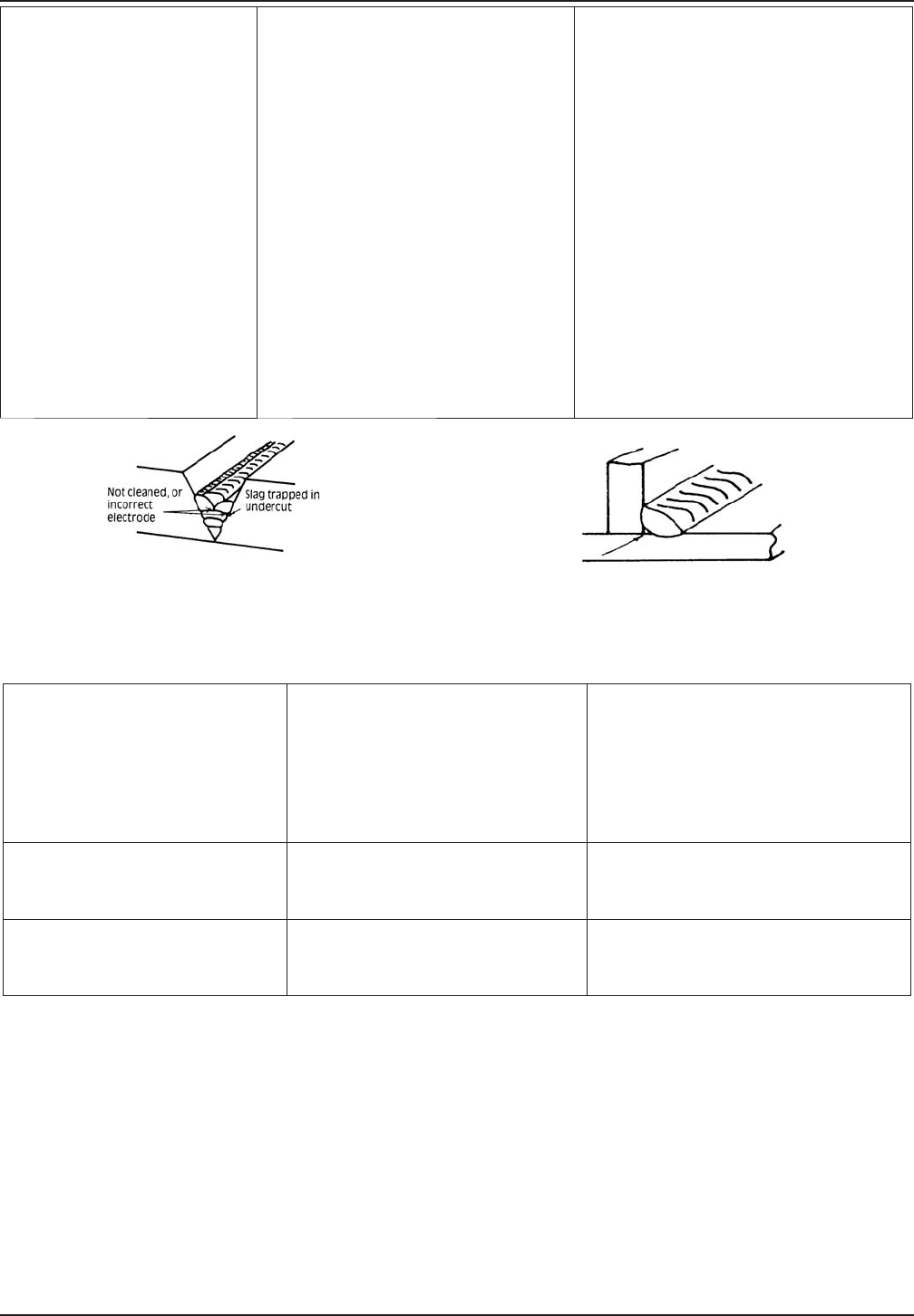
5. Non-metallic parti cles are
trapped in the weld metal
(slag inclusion).
A. Non-metallic particles may be trapped
in undercut from previous run.
A. If bad undercut is present, clean slag
out and cover with a run from a smaller
diameter electrode.
B. Joint preparation too restricted. B. Allow for adequate penetration and room
for cleaning out the slag.
C. Irregular deposits allow slag to be
trapped.
C. If very bad, chip or grind out
irregularities.
D. Lack of penetration with slag trapped
beneath weld bead.
D. Use smaller electrode with sufficient
current to give adequate penetration.
Use suitable tools to remove all slag
from corners.
E. Rust or mill scale is preventing full
fusion.
E. Clean joint before welding.
F. Wrong electrode for position in which
welding is done.
F. Use electrodes designed for position in
which welding is done, otherwise proper
control of slag is diffi cult.
Figure 10 – Examples of slag inclusion
10.03 Power Source Problems
Description Possible Cause Remedy
1. The welding arc cannot be
established
A.
B.
The Primary supply voltage has not
been switched ON.
The Welding Power Source switch
is switched OFF.
A.
B.
Switch ON the Primary supply
voltage.
Switch ON the Welding Power Source.
C. Loose connections internally. C. Have an Accredited Thermal Arc Service
Agent repair the connection.
2. Maximum output welding current
can not be achieved with nominal
Mains supply voltage.
Defective control circuit Have an Accredited Thermal Arc Service
Agent inspect then repair the welder.
3. Welding current reduces when
welding
Poor work lead connection to the
work piece.
Ensure that the work lead has a
positive electrical connection to the
work piece.