
Sherline Lathe User Guide and Specifications








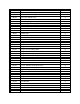

FIGURE 21—The Sherline knurling tool holder.
Knurling Tool (P/N 3004)
Sherline's knurling system is designed to be used only with the Sherline Lathe. The
knurling holder mounts directly to the crosslide. A good knurl is produced by embossing,
not by cutting, and this creates high tool loads. Using two knurls opposing each other
equalizes these loads allowing successful knurling on a small machine. A number of
patterns can be achieved by changing the knurls. A 25 thread per inch medium diamond
pattern set comes with the tool. A number of additional straight and spiral knurls can be
ordered.
Guide to Approximate Turning Speeds
MATERIAL
CUT SPEED,
S.F.M.
1/4" (6mm) Dia.
1//2" (13mm) Dia.
1" (25mm) Dia.
Stainless, 303 67 1000 RPM 500 RPM 250 RPM
Stainless, 304 50 800 RPM 400 RPM 200 RPM
Stainless, 316 47 700 RPM 350 RPM 175 RPM
Steel, 12L14 174 2600 RPM 2300 RPM 650 RPM
Steel, 1018 87 1300 RPM 650 RPM 300 RPM
Steel, 4130 82 1250 RPM 650 RPM 300 RPM
Grey Cast Iron 57 900 RPM 450 RPM 225 RPM
Aluminum,
7075
400 2800 RPM 2800 RPM 1400 RPM
Aluminum,
6061
375 2800 RPM 2800 RPM 1400 RPM
Aluminum,
2024
268 2800 RPM 2000 RPM 1000 RPM
Brass 400 2800 RPM 2800 RPM 1400 RPM
FIGURE 22—Turning speeds for high speed steel cutting tools
TURNING SPEEDS
The chart above provides a guide to approximate speeds at which work of differing
materials should be rotated. Note that the turning speed is inversely proportional to the
diameter of the work; that is, the larger the diameter, the slower the turning speed.
Material often differs in its hardness, so these figures may have to be varied. The harder
the material, the slower the turning speed should be.