
Installation Guide










7
Circle routers can cut round parts by securing
the acrylic sheet to a turntable, then rotating the
sheet around the stationary router.
Computer Numerically Controlled (CNC) rout-
ers are used for high volume, intricate, precise acrylic
parts. The part is designed on a CAD/CAM system
and geometry is programmed directly into the CNC
machine. Many of the variables; feed rate, RPM, bit
diameter, depth of cut are adjustable for optimum
cutting performance.
CNC laser cutters are used to cut virtually any
shape part from PLASKOLITE acrylic sheet. This form
of cutting produces a clean, polished edge without
saw chips. It is well suited for cutting small intricate
parts that are difficult to hold down with other cut-
ting processes. Paper masked, or sheet with 3 mil
laser cuttable film perform best for this operation.
MACHINING
Many methods are used to produce a desirable
edge finish.
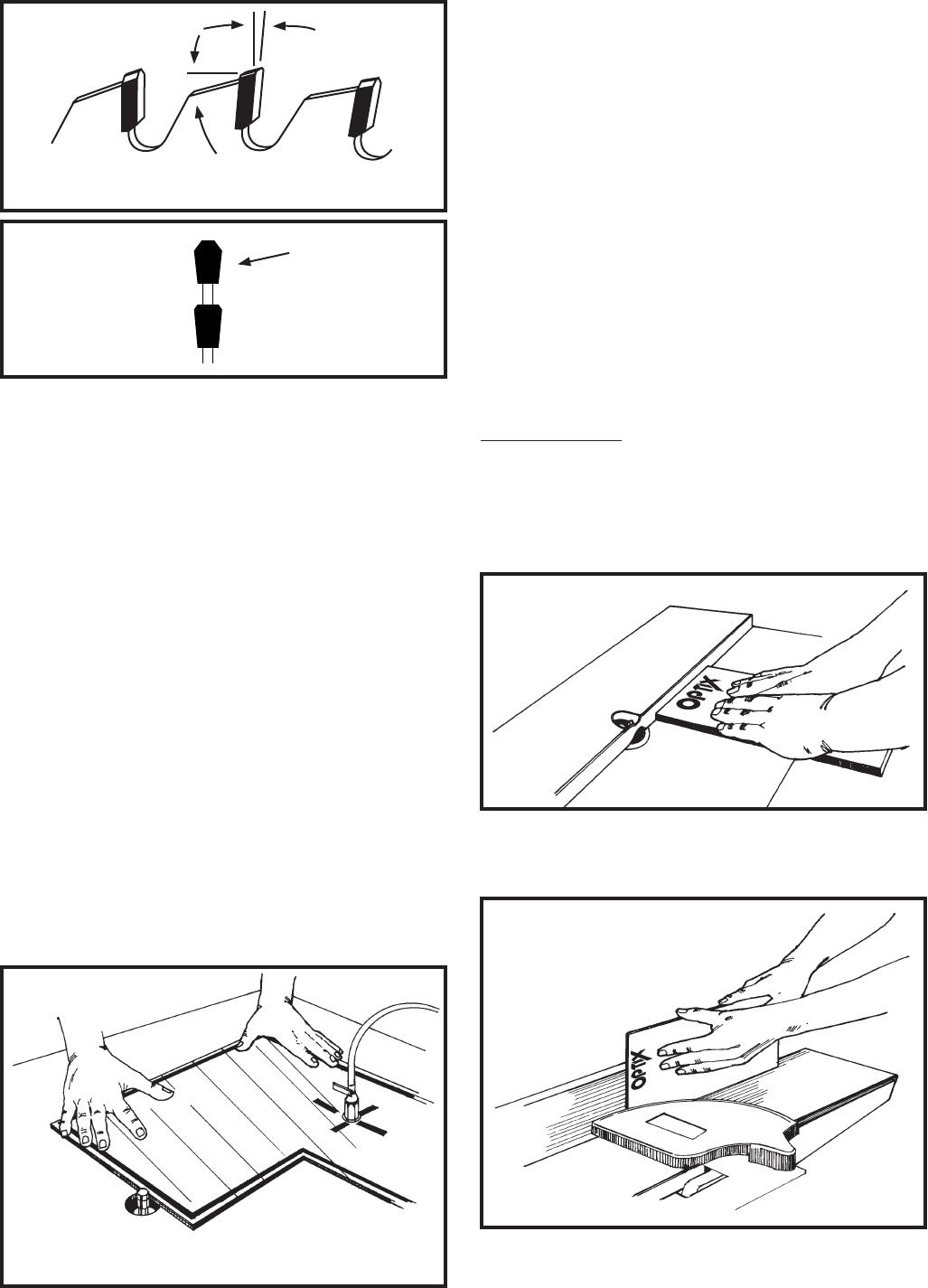
Shapers and table routers can machine square,
beveled, bull nose, ogee, and other decorative edges
(See Fig. 7).
Jointers are used to square and prepare edges
for cementing or hand finishing. Multiple sheets can
be stacked to increase efficiency (See Fig. 8).
Edge finishing machines with diamond cutting
wheels, produce an edge with a polished look,
excellent for cementing.
selection and proper feed rate is important to minimize
melting or chipping. These saws are excellent for cre-
ating templates for vacuum or hand routing, and trim-
ming off excess scrap material.
Routers are one of the most versatile pieces of
equipment available to trim PLASKOLITE acrylic sheet.
Bit selection is important, and tools specifically designed
to rout acrylic are commercially available. Use a down-
ward spiral router bit to prevent masking from fraying.
Routers produce a high quality machined edge, ready
for finishing, provided the following formulas are fol-
lowed:
Chip Load = Feed Rate/(RPM X # cutting edges)
Feed Rate = RPM X # cutting edges X chip load
Speed (RPM) = Feed Rate/(# cutting edges X chip
load)
Hand routers are best used for low volume work.
With a bearing-mounted, flush trim bit, the router can
trim around a clamped template.
Pin, table and vacuum routers (hand routers
mounted under a table) are more convenient to
rout
around intricately shaped templates (See Fig. 6).
Rake
Clearance
angle
Figure 4
Figure 5
Carbide
teeth
Figure 8
Figure 6
Acrylic sheet vacuumed to a template
with a foam rubber gasket between.
Figure 7
Table routing a
beveled edge.