
Installation Guide










8
Mills can be used to create precisely machined
parts.
DRILLING
Drilling holes is performed best on a drill press
with commercially available plastic cutting drill bits.
Guidelines for drilling include:
Drill bit Speed
Diameter (RPM)
1/8” 3500
3/16” 2500
1/4” 1800
3/8” 1200
1/2” 900
5/8” 700
The bit should enter the PLASKOLITE acrylic sheet
at a slow feed rate, then a steady rate producing two
continuous spiral chips, finally exiting through the
acrylic slowly, eliminating chipping.
To reduce heat build up, and removal of material,
peck feeding may be necessary when drilling thick
acrylic sheet.
Place a scrap piece of acrylic or plywood beneath
the sheet to be drilled. This will eliminate chipping
as the bit passes through.
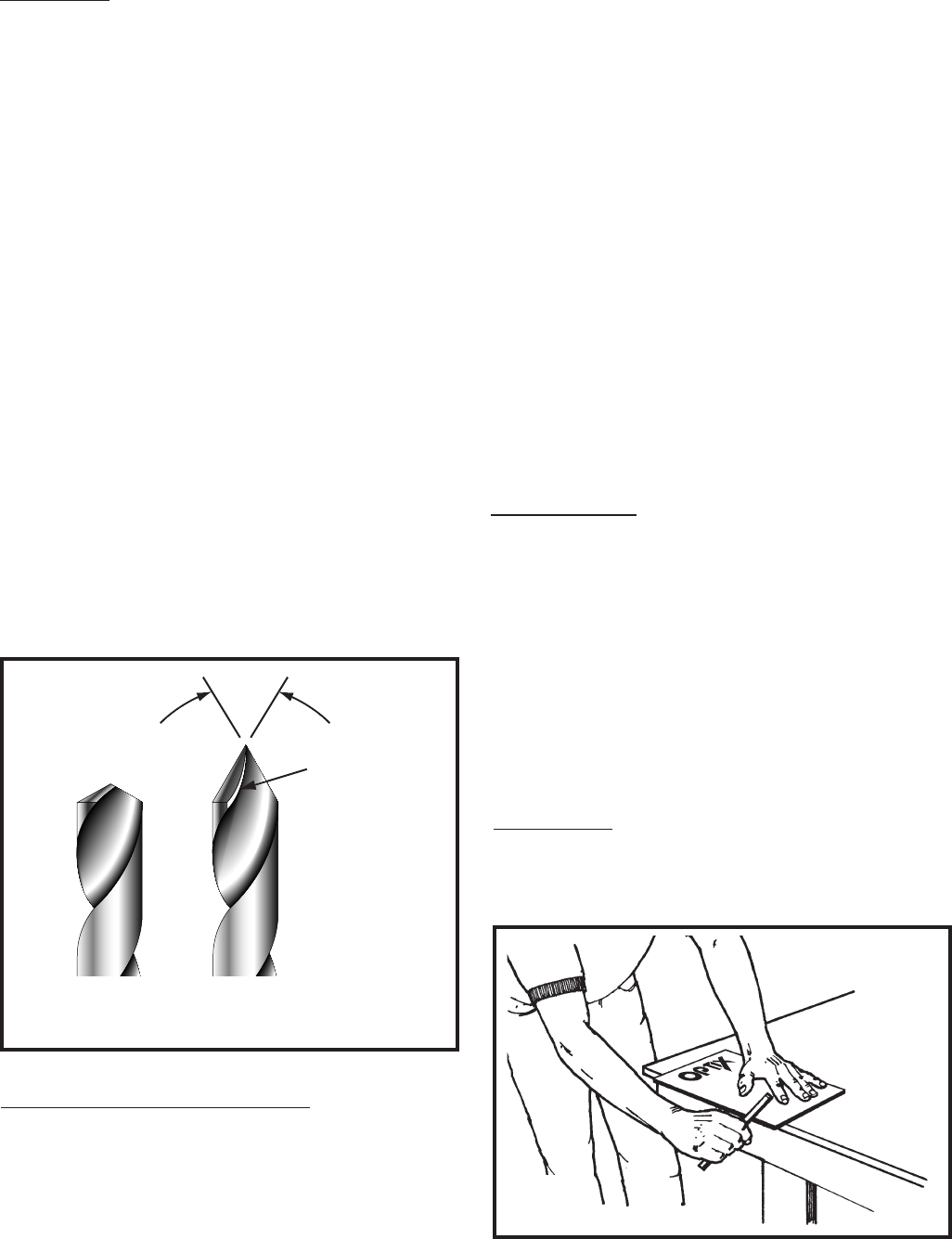
Standard twist drill bits can be used, provided
modifications to the bit are performed. These
modifications will allow the bit to scrape rather than
cut through the acrylic sheet (See Fig. 9).
CUTTING/MACHINING TIPS
For optimum cutting and machining quality,
certain guidelines should be followed.
Always use sharp tools/blades reserved for
cutting acrylic sheet.
Whenever possible use tools/blades specifically
designed with proper geometry for cutting acrylic
sheet.
Use proper and constant feed rates, and RPMs.
To prolong tool/blade life, apply the fastest feed rate
that gives a satisfactory edge.
Eliminate vibration of the acrylic sheet through
clamping or other hold-down methods.
Align all fences and tables parallel to the cutting
device.
Machine PLASKOLITE acrylic sheet with a
conventional cut rather than a climb cut.
Machine off as little acrylic as possible. Two
passes may be necessary for thicker acrylic; one to
rough out the part, then a final skin cut. For jointers
and shapers, trim a maximum of 1/32” per pass.
When necessary, direct compressed air or an
atomized spray of a water soluble coolant toward
the tool/blade.
If all of the above suggestions are followed, heat
buildup will be held to a minimum, melting and
chipping should not occur, and the edges of the
PLASKOLITE acrylic sheet will be ready for finishing
or further fabrication.
ANNEALING
After all cutting and machining, internal stresses
occur. To reduce the possibility of crazing, (small
hairline fissures) during cementing, bending, and
forming, annealing is recommended.
Heat PLASKOLITE acrylic sheet for 5 to 6 hours
at 130 to 150°F in a forced air oven. Cool the sheet
slowly to at least 110°F.
FINISHING
SCRAPING
Scrapers are sharp tool steel devises used to
eliminate machining marks and ease sharp edges
(See Fig. 10).
60-90°
Grind small flats
along cutting edge
Standard
Twist
Drill Bit
Modified
Drill Bit
Figure 9
Figure 10