
Installation Guide










9
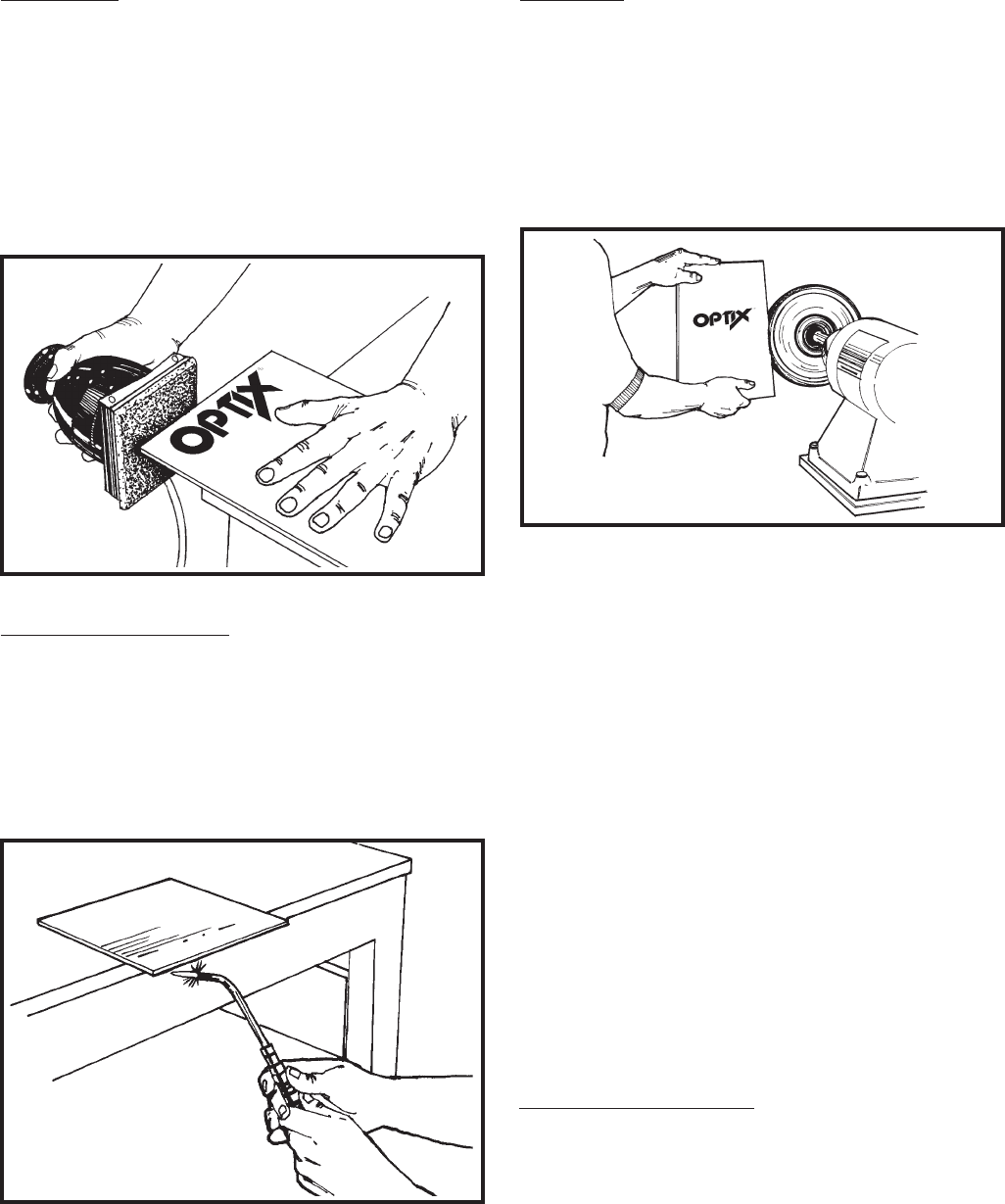
SANDING
All methods of sanding will result in the removal
of machining marks, and produce a matte finish. The
choice of hand, palm, random orbit, disc, belt, or
drum sanding, depends on the quantity, size and
shape of the acrylic sheet. Like sanding wood, work
from coarse to fine paper. Use light pressure, and
keep the part or sander moving to avoid heat build
up (See Fig. 11). After sanding, the edge is ready for
buffing or flame polishing.
FLAME POLISHING
A hydrogen-oxygen torch, with a #4 or #5
tip, gently melts the sanded or machined edges
of PLASKOLITE acrylic sheet, providing a smooth
glossy look. Low line pressures create a torch flame
that is 2-3” long, bluish, nearly invisible, and narrow
enough to prevent overshooting onto the face of the
acrylic sheet (See Fig. 12).
Remove the masking from the acrylic sheet,
and guide the torch along the edge at a rate of
approximately 3-4” per second. As with other
cutting and machining processes, avoid excessive
heat build up. Bubbles, stress, and crazing will occur
if the flame is moved too slowly. Do not cement a
flame polished edge.
BUFFING
A well machined edge is required to polish
without additional sanding. Preferably, use stationary
machines with polishing wheels dedicated to
buffing acrylic. Wheels 8-14” diameter, 2-3” wide,
of bleached muslin with bias strips, run cooler than
ones fully stitched. With light pressure, keep the
PLASKOLITE acrylic sheet moving across the wheel
to prevent excess heat build up (See Fig. 13).
Finish quality depends on the polishing
compounds used. A medium cutting compound
will result in a good finish in one operation. A high
luster finish can be achieved by first applying a
fast cutting compound, to remove machining and
sanding marks, followed by a fine compound on a
finishing wheel.
CEMENTING/FASTENING
Cementing PLASKOLITE acrylic sheet must begin
with well machined parts. A square flush fit, without
using excessive force, is required to produce a
strong, attractive joint and to minimize the chance
of “blushing”. Cementing should be performed at
room temperature in a well ventilated area. A low
humidity environment will prevent cloudy joints.
Parts to be bonded should not be flame or buff
polished.
TYPES OF CEMENTS
Solvent cements - Water thin solvents that soften
the acrylic, diffuses and evaporates, allowing the
parts to harden together.
Mixed solvent cements - Solvent cement
thickened with an acrylic polymer to slow cure times,
and fill small voids.
Polymerizable cements - Methyl methacrylate
monomer and a catalyst mixed to produce a cement
for strong, long lasting museum quality joints.
Figure 11
Figure 12
Figure 13