
Installation Guide










17
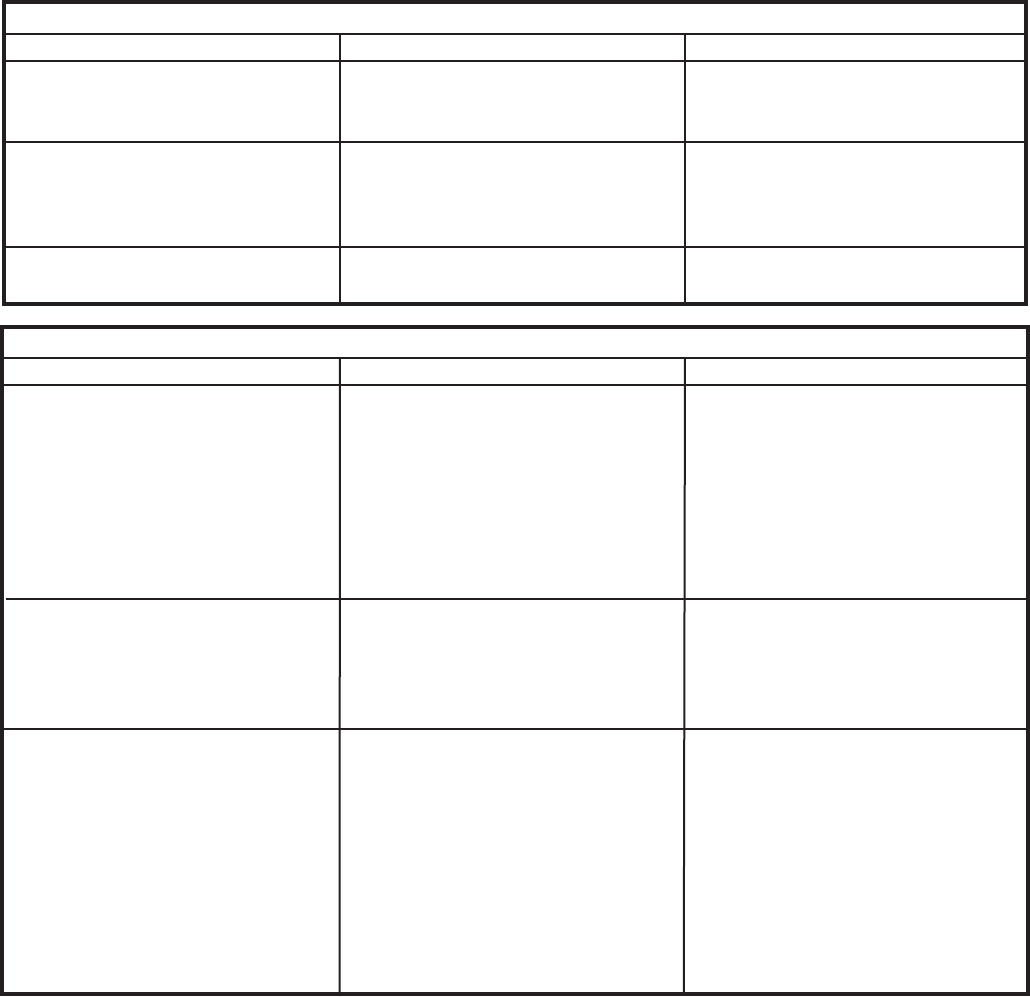
SCREEN PRINTING
DEFECT CAUSES SOLUTION
Poor detail Screen mesh too coarse Use a finer mesh
Paint too thin Reduce thinner additive
Worn screen Replace screen
Paint drying on screen Hot, dry weather Add retardant to slow paint
drying
Large lapse of time between Flood screen between passes
screening
Crazing Stress from fabrication Review fabrication methods
Flame polishing Flame polish as last step
THERMOFORMING
DEFECT CAUSES SOLUTION
Bubbles Overheating Lower temperature, shorten the
heating cycle, increase the
distance between heater and
sheet.
Moisture Pre-dry material before forming,
keep masking on sheet until
formed.
Uneven heating Attach baffles, circulate heated air
Bumps in formed parts Entrapped air between sheet Change venting system, increase
and form, mold temperature mold temperature or preheat
too cold mold
Sheet too hot, leaving mark-off Lower temperature, shorten the
from the mold heating cycle
Crazing in formed parts Plasticizer in gasket on finished Change material in gasket
part Flexible vinyl gasket is not
recommended
Chemical put on formed Use mild soap and water,
part to clean or polish isopropyl alcohol, or
recommended cleaner
Stress Concentration Round or bevel the mold corners
to a 45º angel