
Installation Guide










12
Adjust heating time, element temperature, and
distance from the heating element, dependant
on acrylic thickness, to eliminate scorching and
bubbling, or stress and crazing. Bend the acrylic
sheet away from the heat source. Accelerate the
cycle time by placing heating elements above and
below the acrylic sheet. Visible bowing of the acrylic
sheet may occur on bends that are longer than
24”. To reduce the amount of warpage, minimize
the width of the heated area, heat the entire bend
evenly, perpendicular to the sheet’s manufacturing
direction, and clamp the sheet in place while being
heated and cooled.
OVEN HEATING SHEET
An entire sheet of PLASKOLITE acrylic can be
heated to forming temperature in an oven. Acrylic
sheet can be hung in a vertical oven, or clamped
around all four edges and placed in a horizontal oven.
Manufacturing orientation of the sheet, shrinkage,
and heating uniformity are important factors when
determining heating and forming methods.
Sheet temperature is critical. If not heated enough,
the sheet will not acquire good part definition, too
hot and the acrylic will pick up mark-off from minor
imperfections in the mold.
Mold temperature is important for good part
definition, and to provide gradual cooling to
minimize stress and crazing.
DRAPE FORMING
After reaching forming temperature, the acrylic
sheet is draped over a mold covered with flocked
rubber or flannel.
FREE BLOWN FORMING
By clamping heated acrylic sheet beneath a forming
template, and applying compressed air through an
orifice, the sheet can be blown up similar to blowing a
bubble. This method can be reversed by drawing the
sheet into a chamber using vacuum pressure.
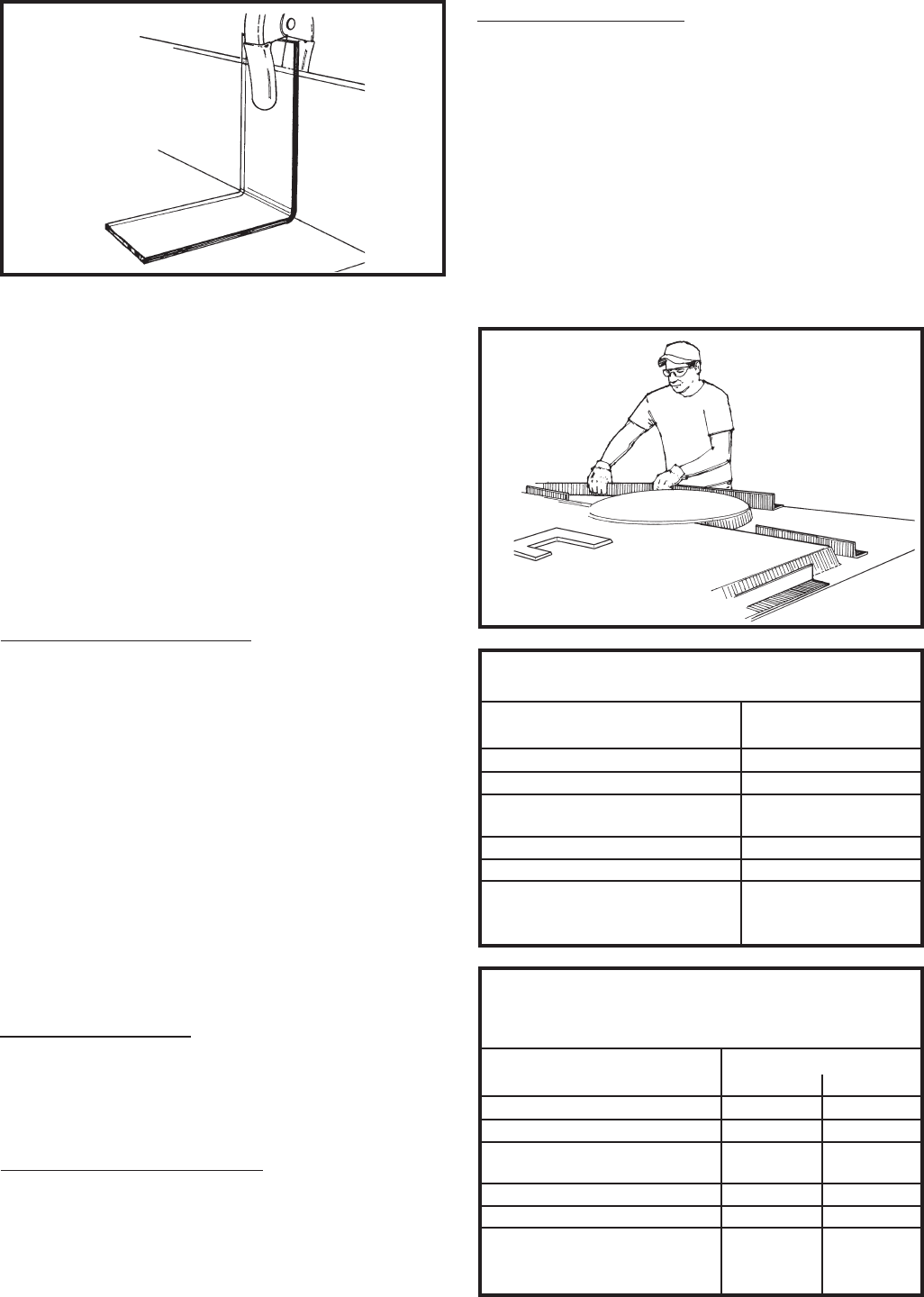
THERMOFORMING
PLASKOLITE acrylic sheet is heated to its
forming temperature, placed over a mold, creating
an air- tight seal. Vacuum is drawn through the mold,
pulling the sheet to it. Once the part takes the shape
of the mold, it is slowly cooled, then released.
Typical for signage, Figure 20 shows a method for
low volume production. The acrylic sheet is heated
while on the mold, vacuum applied. Angle iron
presses out any webbing or wrinkles on the flange,
and prevents any vacuum loss during cooling. Since
the sheet is not clamped in this method, allow for
shrinkage in the machine direction.
Figure 20
Figure 19
OPTIX THERMOFORMING CONDITIONS
.100” to .375” thickness
OPTIX &
PROPERTY OPTIX SG
Optimal forming temp. 320°F
Forming temp. range 270-350°F
Heating time 1-10 min.
(two sided infrared)
Cooling time .5-4 min.
Optimal mold temp. 180°F
Free shrinkage at forming temp.
Machine direction 1-3%
Transfer Direction 0%
DURAPLEX IMPACT MODIFIED ACRYLIC
THERMOFORMING CONDITIONS
.100” to .375” thickness
DURAPLEX
PROPERTY SG-05 SG-10
Optimal forming temp. 315°F 310°F
Forming temp. range 270-350°F 270-350°F
Heating time 1-10 min. 1-10 min.
(two sided infrared)
Cooling time .5-4 min. .5-4 min.
Optimal mold temp. 175°F 170°F
Free shrinkage at forming temp.
Machine direction 1-3% 1-3%
Transfer Direction 0% 0%