
Operation Manual










NL
Fe-groep
F1 F1 F1 0,8 mm Fe Ar + 18 % CO
²
F2 F2 F2 0,9 mm Fe Ar + 18 % CO
²
F3 F3 F3 1,0 mm Fe Ar + 18 % CO
²
F4 F4 F4 1,2 mm Fe Ar + 18 % CO
²
1-MIG Puls Dubbele puls Draad, ø Materiaal Gas Draadaanvoer-
snelheid m / min
F5 0,8 mm Fe CO
²
F6 0,9 mm Fe CO
²
F7 1,0 mm Fe CO
²
F8 1,2 mm Fe CO
²
FA FA FA 1,0 mm FeMC Ar + 18 % CO
²
FB FB FB 1,2 mm FeMC Ar + 18 % CO
²
FD 1,2 mm FeFC Ar + 18 % CO
²
Auto
20 20 1,0 mm CuSi3-A Ar 1,1 – 2,0
1 21 21 1,0 mm CuSi3-A Ar 2,0 – 2,6
2 22 22 1,0 mm CuSi3-A Ar 2,4 – 3,1
3 23 23 1,0 mm CuSi3-A Ar 3,0 – 3,6
4 24 24 1,0 mm CuSi3-A Ar 3,5 – 4,1
5 25 25 1,0 mm CuSi3-A Ar 4,0 – 4,6
6 26 26 1,0 mm CuSi3-A Ar 4,5 – 5,1
7 27 27 1,0 mm CuSi3-A Ar 5,0 – 5,5
8 28 28 1,0 mm CuSi3-A Ar 5,5 – 6,0
9 29 29 1,0 mm CuSi3-A Ar 6,0 – 6,5
10 30 30 1,0 mm CuSi3-A Ar 6,4 – 7,0
11 31 31 1,0 mm CuSi3-A Ar 6,9 – 7,6
12 32 32 1,0 mm CuSi3-A Ar 7,4 – 8,1
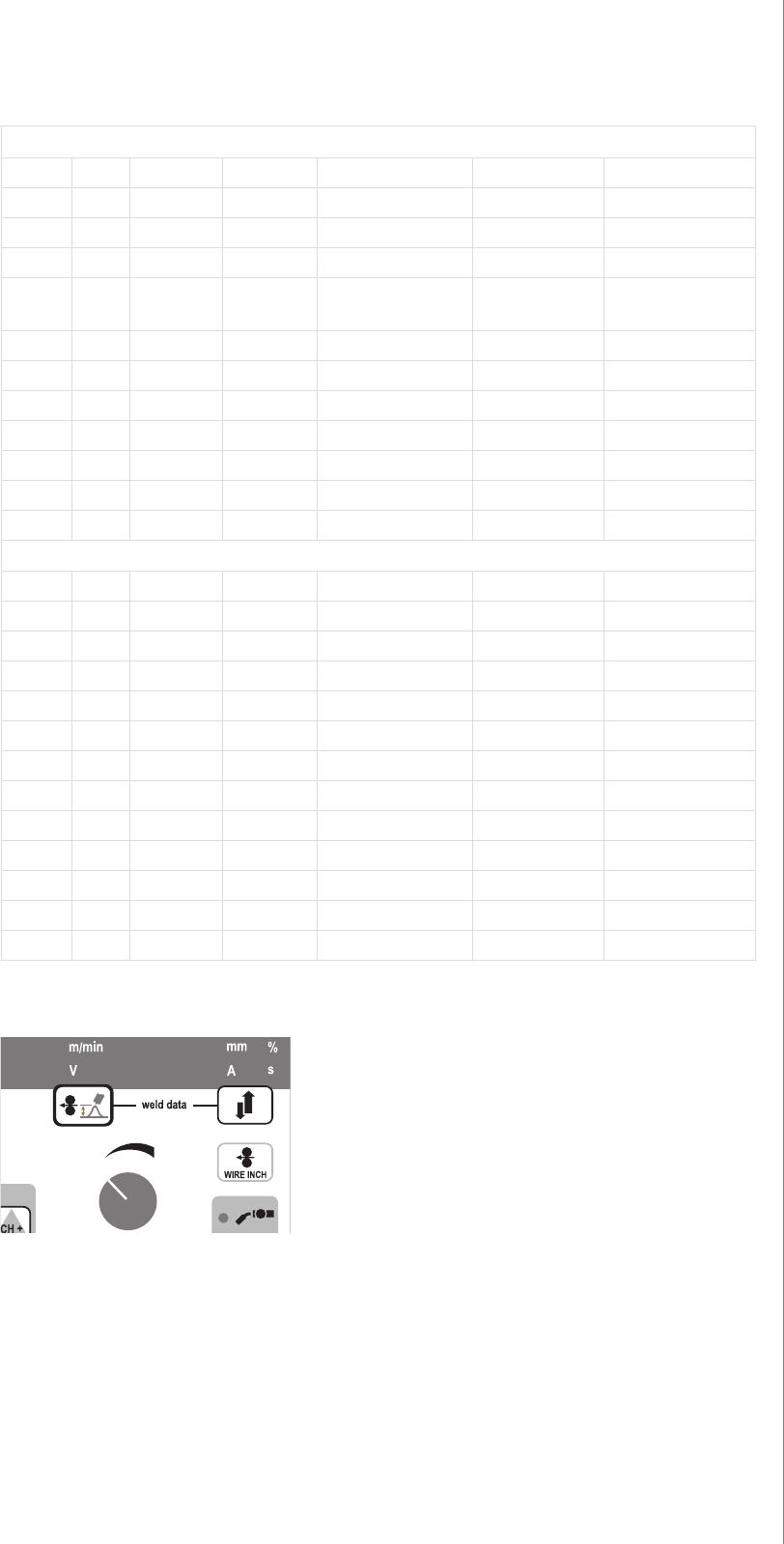
3.3.4 Instellingen, display en lasdata
De display voor lasstroom en dikte van lasmateriaal. U brengt wijzigingen aan met de knop achter
de display. Er is een display voor het percentage (bijv. gasconsistentie) en een secondedisplay
(zie timer). De relatieve lengte van de boog wordt weergegeven als deze wordt gewijzigd. Anders
wordt de verwachte stroomwaarde weergegeven (niet in de 2-MIG).
Instelknop, Process Manager™, voor alle lasparameters.
Dit is de display voor draadaanvoersnelheid, lasspanning of materiaalgroep. Deze kan worden
gereset met een knop onder de display (draadaanvoersnelheid/lengte van boog). De spanning kan
worden gewijzigd in de stand normaal en 1-MIG (draadaanvoerbereik/lengte van boog). Tijdens
pulslassen wordt de spanning bepaald door de draadaanvoersnelheid. De lengte van de boog is
van invloed op enkele andere parameters.
13
© Kemppi Oy / 1736