
User Manual










Table Of Contents
- VUE Key Layout
- VUE Soft keys
- Single Axis VUE Tool, and Datum keys
- Readout Parameter Access Code
- Access to Machine Parameter Operations
- Introduction
- Software Version
- VUE
- Symbols within Notes
- VUE Fonts
- Warranty
- Warranty Information:
- I – 1 Fundamentals of Positioning
- Datums
- Actual Position, Nominal Position, and Distance-To-Go
- Absolute Workpiece Positions
- Incremental workpiece positions
- Zero Angle Reference Axis
- Reading head position
- Encoder Reference Marks
- I – 2 General Operations for VUE
- Screen Layout
- VUE Hard Keys
- Power Up
- Reference Mark Evaluation
- Working without reference mark evaluation
- ENABLE/DISABLE REF function
- Operating Modes
- Setup
- Job Setup Parameters
- Units
- Scale Factor
- Mirror
- Diameter Axes
- Near Zero Warning
- Status Bar Settings
- Job Clock
- Console Adjustment
- Language
- Import/Export
- Set/Zero Soft Key
- I – 3 Milling Specific Operations
- Key Functions Detailed
- Tool Hard Key
- Tool Table
- Import/Export
- Tool Radius Compensation feature
- Sign for the length difference DL
- Calling the Tool from the Tool Table
- Datum Setting
- Datum Setting with a Tool
- Presets
- Absolute Distance Preset
- Preparation:
- Incremental Distance Preset
- 1/2 Hard Key
- Circle, and Linear Pattern
- Functions for milling pattern soft keys
- Circle pattern
- Linear Pattern
- Incline & Arc Milling
- Incline Milling
- Arc Milling
- I – 4 Turning Specific Operations
- Key Functions Detailed
- Tool Table
- Tool Display Icon
- Setting Tool Offsets with Tool/Set
- Import/Export
- Setting Tool Offsets with Lock Axis Function
- Calling a Tool from the Tool Table
- Datum Setting
- Setting Datums using LOCK AXIS Function
- Taper Calculator Hard Key
- Presets
- Radius/Diameter Soft Key
- Vectoring
- Coupling
- Z Coupling (turning applications only)
- Enabling Z Coupling
- Disabling Z Coupling
- II – 1 Installation Setup
- Installation Setup Parameters
- Exporting the current Installation Setup:
- Importing a new Tool Table
- Encoder Setup
- Display Configuration
- Error Compensation
- Linear Error Compensation
- Non-Linear Error Compensation
- Starting a Non-linear Error Compensation Table
- Configuring the Compensation Table
- Reading the Graph
- Viewing the Compensation Table
- Exporting the Current Compensation Table
- Importing a New Compensation Table
- Backlash Compensation
- Counter Settings
- Diagnostics
- Keypad Test
- Display Test
- II – 2 Installation and Electrical Connections
- Installation
- Electrical requirements
- Environmental
- Preventative maintenance
- II – 3 Dimensions
- Overview
- Accessory ID Number
VUE 31
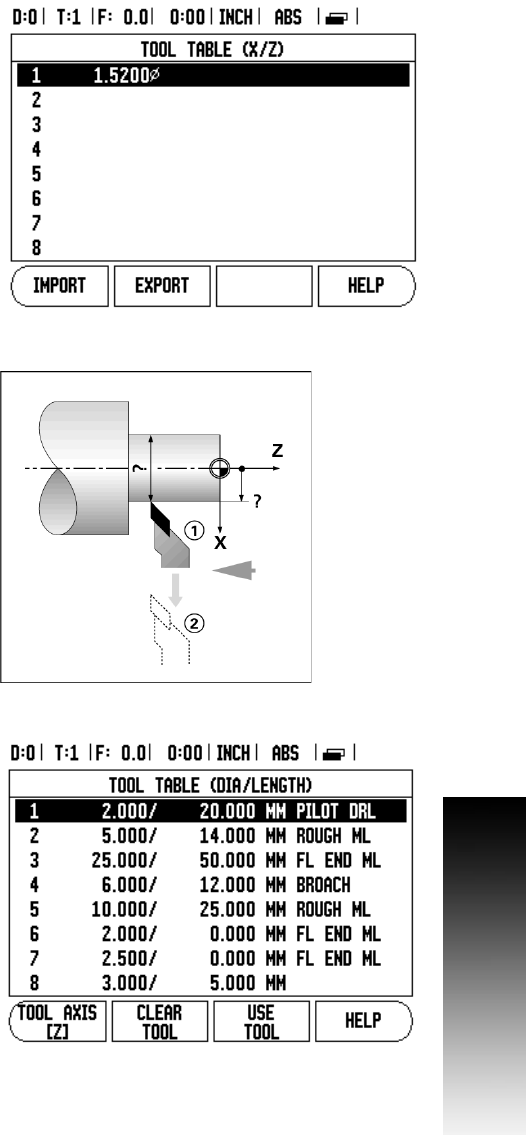
I – 4 Turning Specific Operations
Import/Export
Tool Table information can be imported, or exported over the serial
port.
8 IMPORT and EXPORT soft keys are available it the Tool Table
screen.
8 Press IMPORT to download a Tool Table from a PC.
8 Press EXPORT to upload a Tool Table to a PC.
8 To exit, press the C key.
Setting Tool Offsets with Lock Axis Function
Example 2: LOCK AXIS
The LOCK AXIS function can be used to set a tool’s offset when a tool
is under load, and the diameter of the workpiece is not known.
The LOCK AXIS function is useful when determining tool data by
touching the workpiece. To avoid losing the position value when the
tool is retracted to measure the workpiece, this value can be stored by
pressing LOCK AXIS.
To use the LOCK AXIS function:
8 Press the TOOL hard key.
8 Select tool, and press ENTER.
8 Press the X axis key.
8 Turn a diameter in the X axis.
8 Press the LOCK AXIS soft key while the tool is still cutting.
8 Retract from the current position.
8 Turn the spindle off, and measure the workpiece diameter.
8 Enter the measured diameter, or radius, and press ENTER.
Remember to ensure the VUE is in diameter display mode (Ø).
Calling a Tool from the Tool Table
8 To call a tool, press the TOOL hard key.
8 Use the UP/DOWN arrow keys to Cursor through the selection of
tools (1-16). Highlight the tool wanted.
8 Verify the proper tool has been called, and press either the use the
TOOL soft key, or the C key to exit.