
Manual










Table Of Contents
- Controls of the 3500i
- Manual Information
- Introduction
- Machining Fundamentals
- Manual Data Input
- Tool Management
- 4.1 Tool Table
- 4.2 Tool Data
- Program Management
- Conversational Editing
- Programming: Canned Cycles, sub-programs
- 7.1 Explaining Basic Cycles
- Round/Chamfer
- Rapid
- Line
- Arc
- Dwell:
- Plane Selection
- Reference Point Return:
- Fixture Offset (Work Coordinate System Select):
- Unit (Inch/MM)
- Dimension (Abs/Inc)
- Absolute Zero Set
- Block Form
- Temporary Path Tolerance
- System Data
- FeedRate
- FeedRate (4th-Axis)
- Spindle RPM
- M - Functions
- Tool Definition and Activation
- Repeat Blocks
- 7.2 Canned Cycles
- 7.3 Probing Cycles
- 7.4 Sub-programs
- 7.1 Explaining Basic Cycles
- Drawing Programs
- Running a Program on the Machine
- CAM: Programming
- 10.1 CAM Programming
- CAM Mode
- Recommended CAM Programming Sequence
- CAM Mode Mouse Operations
- CAM Mode Screen
- Activating CAM Mode
- Creating a New Program
- Tool Path Data Input
- Quick Coordinate Entry
- Job Setup: Basic tab
- Job Setup: Advanced tab
- Comment Tab
- Block Form: Basic tab
- Comment Tab
- Drilling Cycle:
- Drilling dialogue:
- Mill Cycle
- Pocket Cycle
- Pocket Finish Cycles
- Engraving Cycle
- Program Directive
- Modifying Toolbar
- Viewing Tools
- CAM Mode buttons
- CAM Setup
- Geometry
- DXF Import Feature
- Modifying Tools
- Shapes
- Tool Table
- Tool Paths
- CAM Example 1
- CAM Example 2
- 10.1 CAM Programming
- G-Code Edit, Help, & Advanced Features
- 11.1 G-Code Program Editing
- 11.2 G-Code and M-Code Definitions
- 11.3 Edit Help
- 11.4 Advanced Programming
- SPEED
- M - Functions
- Order of Execution
- Programming Non-modal Exact Stop:
- In-Position Mode (Exact Stop Check):
- Contouring Mode (Cutting Mode) :
- Setting Stroke Limit:
- Return from Reference Point:
- Move Reference from Machine Datum:
- Modifiers
- Block Separators
- Tool Offset Modification
- Expressions and Functions
- System Variables
- User Variables
- Variable Programming (Parametric Programming)
- Probe Move (G31)
- Conditional Statements
- Short Form Addressing
- Logical and Comparative Terms
- File Inclusion
- 11.5 Four Axis Programming
- Software Update
- Off-Line Software
ACU-RITE 3500i 301
10.1 CAM Programming
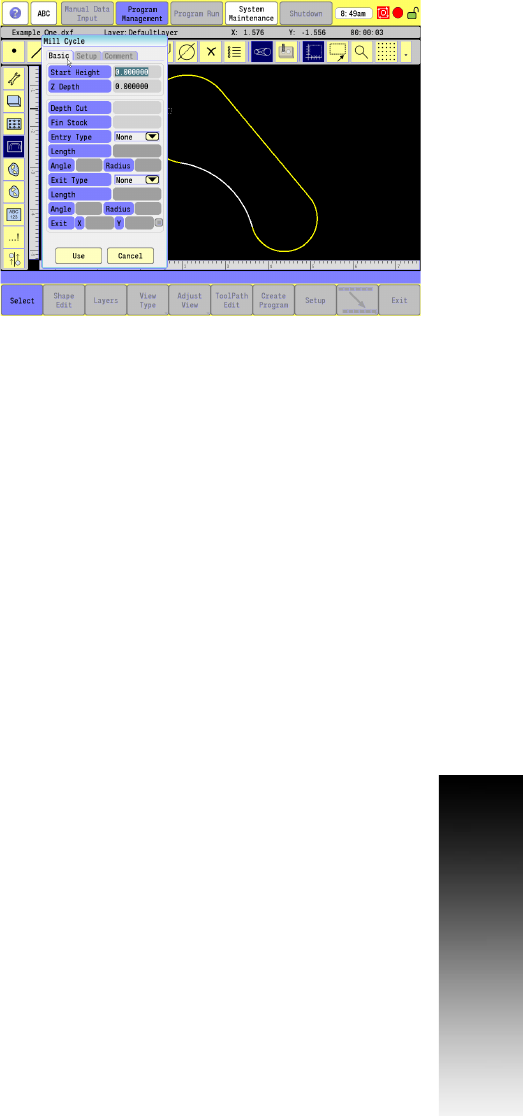
Mill Cycle
The Mill Cycle tool path is used to generate a milling cycle from a
defined shape. The cycle rapids to the X Start, Y Start point, rapids to
the Start Height and then feeds to the Z Depth using the Z Feed and
mills the selected shape. The cycle is completed and rapids up to the
Start Height and returns to the X End, Y End location. Activate a tool
prior to a Mill Cycle so the CNC knows the tool diameter.
Basic tab:
Start Height: Enter the absolute Z position to which the CNC rapids
before feeding into the work piece.
Z Depth: Enter the absolute depth of the finished pocket.
Depth Cut: Enter the Z-axis increment used for each pass.
Finish Stock: Enter the finish-stock amount per side (including
bottom).
Entry Type: Choose Line Tangent, Line Perpendicular, Arc Tangent,
Line Arc Tangent or None for the entry move.
Line Tangent - The tool enters the contour in a line move tangent
to the first move of the contour.
Line Perpendicular - The tool enters the contour in a line move
perpendicular to the first move of the contour.
Arc Tangent - The tool enters the contour in an arc move of a given
radius and angle and tangent to the first move of the contour.
Line Arc Tangent - The tool enters the contour in an arc move of a
given radius and tangent to the first move of the contour.
None - Entry move is ignored.
Length (Line Tan, Line Per): Enter the length of the entry move.
Angle (Arc Tan): Enter the angle of the entry arc.
Radius (Arc Tan, Line Arc Tan): Enter the radius of the entry arc.
Exit Type: Choose Line Tangent, Line Perpendicular, Arc Tangent,
Line Arc Tangent or None for the exit move.
Line Tangent - The tool exits the contour in a line move tangent to
the last move of the contour.
Line Perpendicular - The tool exits the contour in a line move
perpendicular to the last move of the contour.