
User`s manual










Table Of Contents
- MPC-684 family
- The feature of the MPC-684
- Program development environment
- How to connect
- Input commands
- I/O check
- How to input program
- Edit of a program
- How to program save to the PC, load from the PC
- I/O control
- Variable, Array variable, String variable, Memory I/O
- Calculation
- Pulse generation
- Multi-task
- RS-232 communication
- Debugging
- Use touch panel
- Command List
PALET declaration
PALET is the command for moving between palettes.
The PALET command calculate all working points (PLn(N)) on a palette by using 3
teaching points.
P(11) P(12)
P(1)
PL1(1)
P(13)
PL1(2) PL1(3) PL1(4)
PL1(5) PL1(6) PL1(7) PL1(8)
PL1(9) PL1(10) PL1(11) PL1(12)
10 PG &H400
20 ACCEL ALL_A 5000
30 PALET1 P(11) P(12) P(13) 4 3 /* declare PALET
35 MOVL 0 0 VOID VOID
37 WAIT RR(ALL_A)==0
40 FOR N=1 TO 12
50 MOVL P(1)
60 WAIT RR(ALL_A)==0
70 MOVL PL1(N) /* move to point (N) on the PALET
80 WAIT RR(ALL_A)==0
90 NEXT N
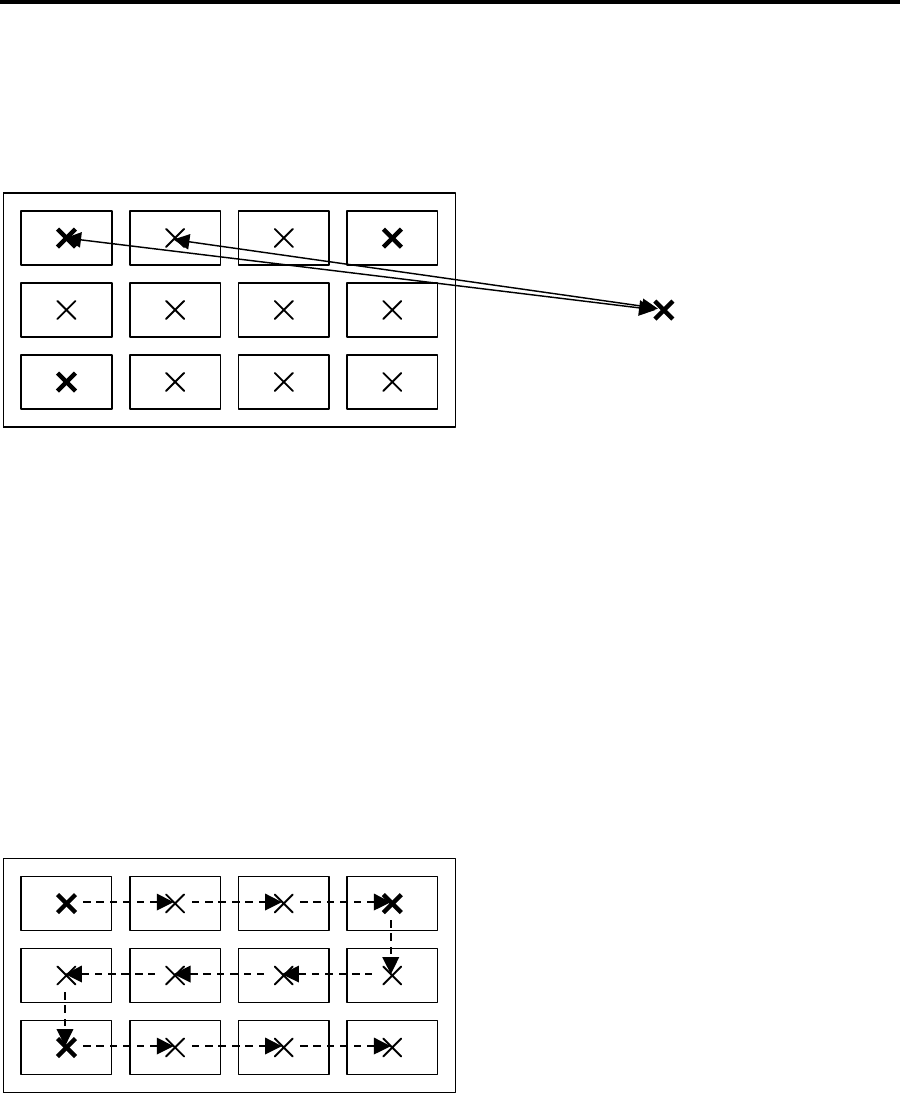
When the 'N' number is a negative value, the motion becomes as shown in the figure
below. The movement between columns becomes smaller, and thus the speed increases.
P(11) P(12)
PL1(-1)
P(13)
PL1(-2) PL1(-3) PL1(-4)
PL1(-8) PL1(-7) PL1(-6) PL1(-5)
PL1(-9) PL1(-10) PL1(-11) PL1(-12)
31