
User`s manual










Table Of Contents
- MPC-684 family
- The feature of the MPC-684
- Program development environment
- How to connect
- Input commands
- I/O check
- How to input program
- Edit of a program
- How to program save to the PC, load from the PC
- I/O control
- Variable, Array variable, String variable, Memory I/O
- Calculation
- Pulse generation
- Multi-task
- RS-232 communication
- Debugging
- Use touch panel
- Command List
Absolute coordinate movement
1) MOVL is the command for linear interpolation.
You can give variables or constants to define the parameters.
10 PG &H400
20 ACCEL 5000 /* acceleration/deceleration setting
30 FEED ALL_A 128 /* speed setting
40 CLRPOS
50 MOVL 5000 5000 VOID VOID
60 WAIT RR(ALL_A)==0
5000
5000
X
Y
0
0
2) Also, you can give a teaching point to the MOVE command parameter.
The teaching points are set by using the 'teaching mode' or by programming.
P(1)
10 PG &H400
20 ACCEL 5000
30 FEED ALL_A 128
40 CLRPOS
50 MOVL P(1)
60 WAIT RR(ALL_A)==0
70 MOVL P(2)
80 WAIT RR(ALL_A)==0
P(2)
X
Y
0
0
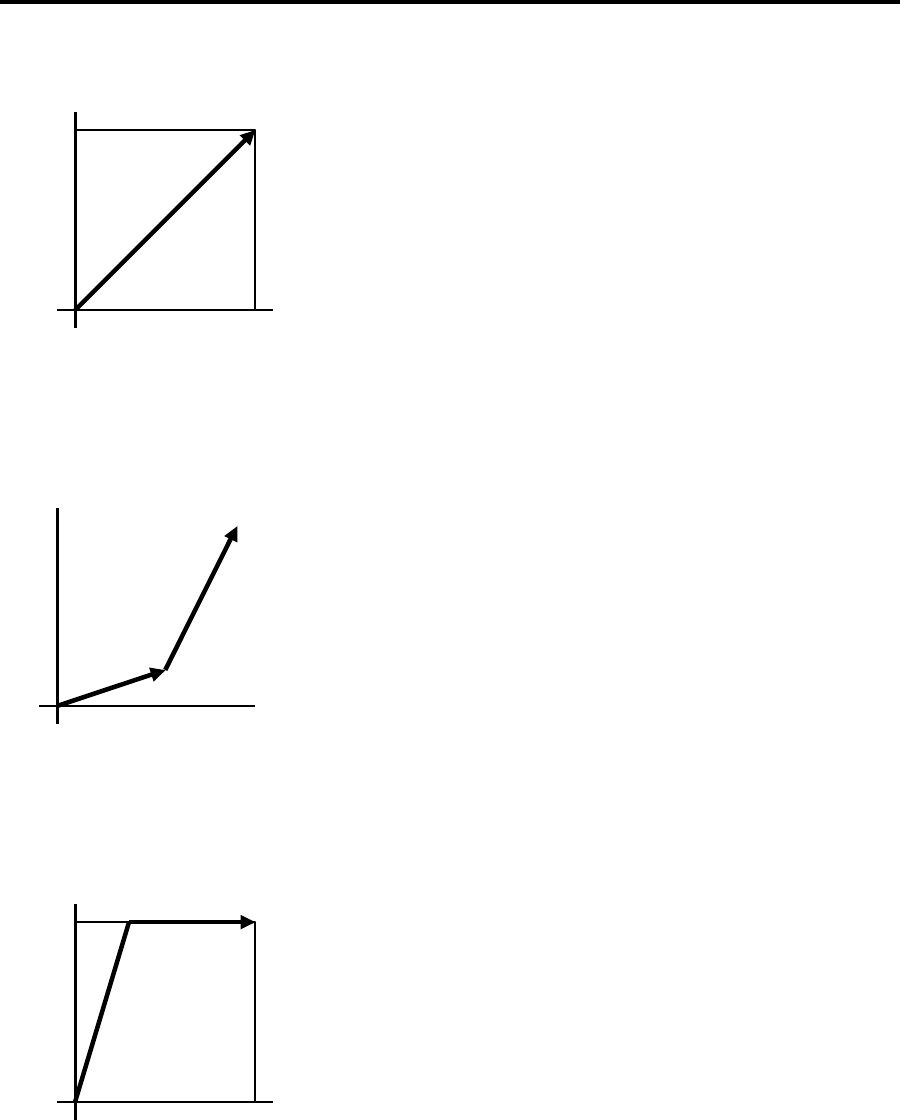
3) The MOVS command is similar to the MOVL command but it doesn't have linear
interpolation.
You can set different acceleration (speed) on each axis.
10 PG &H400
20 ACCEL X_A 5000 /* X-axis acceleration/deceleration setting
30 ACCEL Y_A 10000 /* Y-axis acceleration/deceleration setting
40 FEED X_A 128 /* X-axis speed setting
50 FEED Y_A 0 /* Y-axis speed setting
60 CLRPOS
70 MOVS 5000 5000 VOID VOID
80 WAIT RR(ALL_A)==0
5000
5000
X
Y
0
0
28